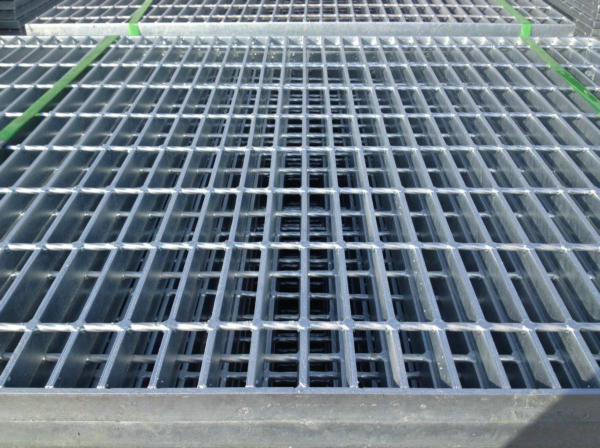
The rear cleaning method of galvanized steel grating? The rough surface of the tail end of the galvanized steel grating generally appears in the process layout of first blowing and then blowing and wiping. These phenomena are mainly caused by the oblique shape of the galvanized steel grating during internal blowing and wiping. After the blowing and wiping, the unsolidified zinc liquid continues to flow out, some of which flow away, and some form a drop-shaped overhang on the orifice of the pipe. The temperature gradually decreases and solidifies. The main reason for this phenomenon is that the blowing steam spreads out around the outside when it is suddenly sprayed out of the orifice of the pipe. The diffused steam forces the zinc liquid in the galvanized steel grating to flow and splash around. , Due to the viscous effect of the zinc liquid, a part of the zinc liquid drips along the edge below the orifice end of the tube. After condensation, it becomes a short and thick zinc tumor. The solution is to cancel the inclination; The tail of the plate is raised and rotated on the cooling bed to solidify; the blowing and wiping facilities on the periphery of the orifice of the tail pipe are added. The zinc nodule of this kind of nozzle is very thick, which affects the life of the pipe threading tool, so it cannot be ignored. In actual production, it is possible to decide whether to file or not according to experience. If experience is considered that some zinc nodules with a small thickness have little effect on the tool when turning the pipe thread, that is, it is not necessary to file for processing. Then it must be picked out for processing, and then sent to the car pipe thread.